
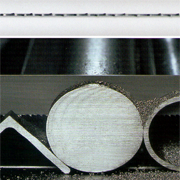
Umang Marketing is the authorized distributors for Wikus - Germany Bimetal Band Saw Blades, the perfect product portfolio for standard and special applications.
Bimetal Band Saw Blades
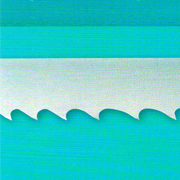 The perfect product portfolio for standard and special applications
The back of the blade is made of alloyed steel that offers excellent continuous operation properties
Proven cutting material M42 with superior wear resitance in conventional applications
Modified cutting material X3000 (exclusive to WIKUS) with high hardness and toughness appropriate for difficult to machine materials
High cutting edge stability thanks to a newly developed heat treatment technique
The perfect product portfolio for standard and special applications
The back of the blade is made of alloyed steel that offers excellent continuous operation properties
Proven cutting material M42 with superior wear resitance in conventional applications
Modified cutting material X3000 (exclusive to WIKUS) with high hardness and toughness appropriate for difficult to machine materials
High cutting edge stability thanks to a newly developed heat treatment technique
Sales units: Coils in fixed lengths and manufacturing coils of up to 120 m, depending on the width. Welded-to-legth band saw blades
Band widths: 6 to 100 mm
Tooth shapes: S, P, K, HV, VA
Tooth pitches: 0.7 - 1.0 to 12 - 16 teeth per inch (tpi)
Types of tooth set: SD, WS, GS
Qualities: M42: 68-69 HRC, approx. 980 HV. X3000: approx. 70 HRC, approx. 1000 HV
Special designs: PW: for article groups 532, 534, 633, 636, 638, 639. PE: for article groups 526, 529, 631
SPECIAL DESIGNS:
 Design PW:
Outstanding machining performance and blade life
For rust and acid-resistant steels, as well as exotic alloys
Shorter cutting times and a longer lifespan than larger material cross sections
Design PW:
Outstanding machining performance and blade life
For rust and acid-resistant steels, as well as exotic alloys
Shorter cutting times and a longer lifespan than larger material cross sections
Design PW:
The highest surface quality thanks to ground tooth sides on both sides
Adjustment of the cutting widths upon request
Available only for endlessly welded saw blades
MARATHON® M42
 For universal use and serial cutting
For large profiles and solid materials
For layer and bundle cutting
For steels of up to 40 HRC and non-ferrous metals
For universal use and serial cutting
For large profiles and solid materials
For layer and bundle cutting
For steels of up to 40 HRC and non-ferrous metals
VARIO® M42
 For universal use and serial cutting
For small and medium-sized workpiece dimensions
For steels of up to 40 HRC and non-ferrous metals
For universal use and serial cutting
For small and medium-sized workpiece dimensions
For steels of up to 40 HRC and non-ferrous metals
SELEKTA® GS M42
 Grinded guide tooth
For performance-related use
For excellent surface quality
For optimal straightness
Grinded guide tooth
For performance-related use
For excellent surface quality
For optimal straightness
PROFLEX® GS M42
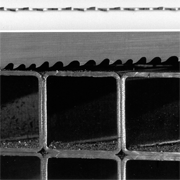 Suited for universal workshop operations with a special tooth geometry for:
Profiles for single, layer and bundle cutting
Steel girders
Suited for universal workshop operations with a special tooth geometry for:
Profiles for single, layer and bundle cutting
Steel girders
ECOFLEX® M42
 For basic workshop operations
For small and medium-sized workpiece dimensions
For profiles and solid materials
For basic workshop operations
For small and medium-sized workpiece dimensions
For profiles and solid materials
SELEKTA® GS X3000
 Grinded guide tooth
For performance-related use
For excellent surface quality
For optimal straightness
Grinded guide tooth
For performance-related use
For excellent surface quality
For optimal straightness
Selecting the Right Band Saw Blade
1. Band length
The dimensions of the band will depend on what band saw machine you are using - you will find an interactive overview of the most popular band saw machines and appropriate dimensions of WIKUS Germany band saw blades on our website: www.wikus.com
2. Band width
Horizontal machines: band width specified by the manufacturer
Vertical band saw machines: higher variations in band width are possible, please see the manufacturer's information
Band width: the wider the band saw blade, the more stability it will have
Contour cuts: the smallest radius to be cut is the limiting factor for the band width
3. Cutting edge material
WIKUS offers four main groups of cutting edge materials:
Carbon steel
Bimetal (HSS)
Carbide
Diamond
The machinability of the material to be cut determines what cutting material you should choose.
4. Tooth pitch
The main factor here is the contact length of the blade in the workpiece. The tables to the right show the respective upper and lower limits.
5. Tooth shape
The combination of our various tooth shapes, cutting-edge materials and band saw dimensions allows for the highest possible cutting performance.
6. Type of tooth set
For a more detailed description, please refer the following tables.
| SELECTING THE RIGHT BAND SAW BLADE |
| Constant Tooth Pitch (tpi) |
Contact Length (mm) |
Variable Tooth Pitch (tpi) |
Contact Length (mm) |
| tpi |
from |
to |
tpi |
from |
to |
| 24 |
- |
6 |
10-14 |
- |
20 |
| 18
| - |
10 |
8-12
| 10 |
30 |
| 14 |
- |
15 |
6-10 |
20 |
50 |
| 10
| 15 |
30 |
5-8
| 30 |
60 |
| 8 |
30 |
50 |
4-6 |
50 |
90 |
| 6
| 50 |
80 |
3-4
| 80 |
150 |
| 4 |
80 |
120 |
2-3 |
120 |
300 |
| 3
| 120 |
200 |
1.4-2
| 250 |
600 |
| 2 |
200 |
400 |
1.0-1.4 |
400 |
1000 |
| 1.25
| 300 |
800 |
0.85-1.15
| 600 |
2000 |
| - |
- |
- |
0.75-1.25 |
600 |
2000 |
| -
| - |
- |
0.7-1.0
| 1000 |
3000 |
| SELECTING THE RIGHT BAND SAW BLADE |
| S (mm) |
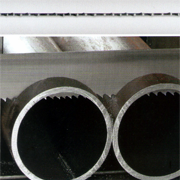
Cutting of Tubes
Outer Diameter of the Tube (mm) / Tooth Pitch Tz in tpi |
| mm |
20 |
40 |
60 |
80 |
100 |
120 |
150 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
1500 |
| 2 |
14 |
14 |
14 |
14 |
14 |
14 |
10-14 |
10-14 |
8-12 |
8-12 |
6-10 |
6-10 |
5-8 |
5-8 |
5-8 |
5-8 |
5-8 |
| 3 |
14 |
14 |
10-14 |
10-14 |
10-14 |
10-14 |
8-12 |
8-12 |
6-10 |
6-10 |
5-8 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
4-6 |
| 4 |
14 |
14 |
10-14 |
10-14 |
8-12 |
8-12 |
8-12 |
8-12 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
4-6 |
4-6 |
4-6 |
3-4 |
| 5 |
14 |
10-14 |
10-14 |
10-14 |
8-12 |
8-12 |
8-12 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
| 6 |
14 |
10-14 |
10-14 |
8-12 |
8-12 |
8-12 |
8-12 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
3-4 |
| 8 |
14 |
10-14 |
8-12 |
8-12 |
8-12 |
6-10 |
6-10 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
| 10 |
- |
8-12 |
6-10 |
6-10 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
| 12 |
- |
8-12 |
6-10 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
| 15 |
- |
8-12 |
6-10 |
5-8 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
| 20 |
- |
- |
6-10 |
5-8 |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
| 30 |
- |
- |
- |
4-6 |
4-6 |
4-6 |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
1.4-2 |
| 50 |
- |
- |
- |
- |
- |
3-4 |
3-4 |
3-4 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
1.4-2 |
1.4-2 |
1.4-2 |
| 75 |
- |
- |
- |
- |
- |
- |
- |
2-3 |
2-3 |
2-3 |
2-3 |
2-3 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
| 100 |
- |
- |
- |
- |
- |
- |
- |
- |
2-3 |
2-3 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
| 150 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2-3 |
1.4-2 |
1.4-2 |
1.4-2 |
1.4-2 |
1.0-1.4 |
1.0-1.4 |
1.0-1.4 |
| 200 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1.4-2 |
1.4-2 |
1.4-2 |
1.0-1.4 |
1.0-1.4 |
1.0-1.4 |
0.75-1.25 |
| 250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1.4-2 |
1.0-1.4 |
1.0-1.4 |
1.0-1.4 |
0.75-1.25 |
0.75-1.25 |
| 300 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1.0-1.4 |
1.0-1.4 |
0.75-1.25 |
0.75-1.25 |
0.75-1.25 |
| 350 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1.0-1.4 |
0.75-1.25 |
0.75-1.25 |
0.7-1.0 |
| 400 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0.75-1.25 |
0.75-1.25 |
0.7-1.0 |
| 450 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0.7-1.0 |
0.7-1.0 |
| 500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0.7-1.0 |
S = Wall thickness
If you need to cut two or more tubes that are lying side by side, please use this table that takes the double wall thickness into consideration(s).
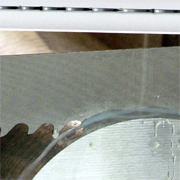
Carbide Tipped Band Saw Blades
 Available in specially ground and / or set tooth geometries
Excellent results in every application thanks to the different degrees of hardness and compositions of the carbides used
Very high cutting performance for increased machine productivity
Coated premium blades for maximum cutting performance
Long blade life and extremely high performances of our premium products by using the best possible backing material.
Available in specially ground and / or set tooth geometries
Excellent results in every application thanks to the different degrees of hardness and compositions of the carbides used
Very high cutting performance for increased machine productivity
Coated premium blades for maximum cutting performance
Long blade life and extremely high performances of our premium products by using the best possible backing material.
Sales units: Coils of up to a max. of 50 m. Welded-to-length band saw blades
Band widths: 13 to 125 mm
Tooth shapes: S, K, T, TSN
Tooth pitches: Constant: 1.25 to 4 teeth per inch (tpi). Variable: 0.7 - 1.0 to 3 - 4 tpi
Types of tooth set: SD
Qualities: M42: 68-69 HRC, approx. 980 HV. X3000: approx. 70 HRC, approx. 1000 HV
Special designs: PW: Available for article groups 541, 545, 548, 645, 648
FUTURA®
 Proven tooth geometry for high cutting power
For universal use with steels
Proven tooth geometry for high cutting power
For universal use with steels
FUTURA® PREMIUM
 Coated carbide band saw blade for outstanding cutting performance
For engineering, treat-treatable and tool steel
Coated carbide band saw blade for outstanding cutting performance
For engineering, treat-treatable and tool steel
FUTURA® PREMIUM VA
 Coated carbide band saw blade for outstanding cutting performance
For rustproof and acid-resistant steels
For heat-resistant steels
For titanium and special alloys
Coated carbide band saw blade for outstanding cutting performance
For rustproof and acid-resistant steels
For heat-resistant steels
For titanium and special alloys
FUTURA® 718
 Specially developed band saw blades for cutting nickel-based alloys
Specially developed band saw blades for cutting nickel-based alloys
DUROSET®
 Set carbide band saw blade for machining steels
For band saw machines without a carbide package
NE: Extra wide set coated carbide band saw blade for machining non-ferrous metals
NE: For manual foundary applications
Set carbide band saw blade for machining steels
For band saw machines without a carbide package
NE: Extra wide set coated carbide band saw blade for machining non-ferrous metals
NE: For manual foundary applications
FUTURA® SN
 Special geometry for meeting the highest demands for performance with surface hardened components
Suited for steels up to 65 HRC
Special geometry for meeting the highest demands for performance with surface hardened components
Suited for steels up to 65 HRC
PROFIDUR®
 Special geometry for steel beams with a beam width in excess of 300 mm
Economical cutting and low costs per cut thanks to higher cutting performance
Low burr sawing with excellent surface quality
Saving of machine capacities and resources thanks to reliable processing
Special geometry for steel beams with a beam width in excess of 300 mm
Economical cutting and low costs per cut thanks to higher cutting performance
Low burr sawing with excellent surface quality
Saving of machine capacities and resources thanks to reliable processing
ARION®
 Coated carbide band saw blade for outstanding cutting performance and high productivity on special machines
For mass cuts and manufacturing short products from solid materials
For engineering, heat-treatable and tool steels
Coated carbide band saw blade for outstanding cutting performance and high productivity on special machines
For mass cuts and manufacturing short products from solid materials
For engineering, heat-treatable and tool steels
FUTURA® PLUS
 High cutting performance with non-ferrous metals
For excellent surface quality
For foundry applications
High cutting performance with non-ferrous metals
For excellent surface quality
For foundry applications
FUTURA® PREMIUM AL
 Coated carbide band saw blade for excellent cutting performance, particularly with aluminiu and aluminium alloys
For excellent surface quality
For foundry applications
Coated carbide band saw blade for excellent cutting performance, particularly with aluminiu and aluminium alloys
For excellent surface quality
For foundry applications
ECODUR®
 Universal use with steels and non-ferrous metals
Universal use with steels and non-ferrous metals
TCTYRE®
 A specially developed band saw blade for cutting tires
A specially developed band saw blade for cutting tires
TCT
 Set carbide band saw blade for cutting building materials
For abrasive and mineral materials
For graphite
For sanded gray iron
Set carbide band saw blade for cutting building materials
For abrasive and mineral materials
For graphite
For sanded gray iron
Diamond Coated Band Saw Blades
 As the hardest material known to man, diamonds are capable of cutting any material, as well as alloys.
The unique properties of the backing materials developed for WIKUS are perfectly suited for standing up to the stress these extremely high cutting speeds cause.
Due to the rather unique applications of DIAGRIT, we generally recommended that you contact us for advice on grain sizes to coordinate combinations of grain size and diameter of the blade to suit your application.
As the hardest material known to man, diamonds are capable of cutting any material, as well as alloys.
The unique properties of the backing materials developed for WIKUS are perfectly suited for standing up to the stress these extremely high cutting speeds cause.
Due to the rather unique applications of DIAGRIT, we generally recommended that you contact us for advice on grain sizes to coordinate combinations of grain size and diameter of the blade to suit your application.
Sales units: Welded-to-length band saw blades
Band widths: 10 to 100 mm
Diamond coating: Continuous (K), Segmented (S), Intermittent (U), with 6 to 30 mm pitch
Grain sizes: D91, D126, D181, D252, D356, D427, D601
Option: Alternative band dimensions upon request
DIAGRIT® K
 Continuous coating
For performance-related use
For small workpiece dimensions
Continuous coating
For performance-related use
For small workpiece dimensions
DIAGRIT® S
 Segmented coating
For performance-related use
For average workpiece dimensions
Segmented coating
For performance-related use
For average workpiece dimensions
DIAGRIT® U
 Intermittent coating
For performance-related use
For large workpiece dimensions
Intermittent coating
For performance-related use
For large workpiece dimensions
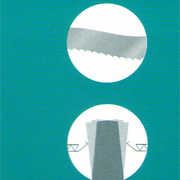
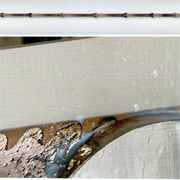
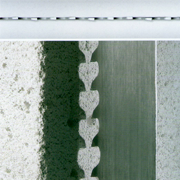
Breaking In Your Band Saw Blades
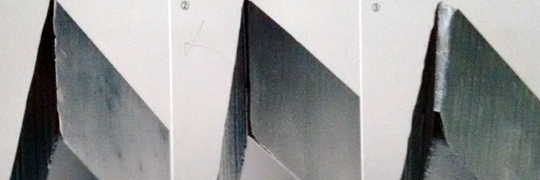
Sharp cutting edges that have extremely small edge radii are the ideal pre-requisites for high cutting ability and a long service life. This is ensured by breaking in the blades property. See picture;
1. New cutting edge with a very small edge radius
2. Proper breaking in of the band saw blade creates a stable cutting edge
3. Excessive strain due to improper breaking in leads to micro-breakages of the cutting edge
Before you use them for the first time:
Band tension should be about 300 N/mm²
Check and adjust the oil content of the cooling lubricant by using a hand refractometer
The recommended oil content of the cooling lubricant can be found in the cutting data slide rule or in ParaMeter® 3.0
BIMETAL BAND SAW BLADES
Determine the right cutting speed and feed rate (using the WIKUS bimetal cutting data slide rule, for instance) based on the material to be cut and its dimensions.
Important: Use a new blade with approx. 100% of the cutting speed (m/min) and approx. 50% the feed rate (mm/min)
CARBIDE BAND SAW BLADES
Determine the right cutting speed and feed rate (using the WIKUS carbide cutting data slide rule, for instance) based on the material to be cut and its dimensions.
Important: Use a new blade with approx. 75% of the cutting speed (m/min) and approx. 50% the feed rate (mm/min)
Very important: Band saw blades can be prone to vibration and vibration noise. Help: to resolve this issue, reduce the cutting speed (m/mm) once again.
With workpiece dimensions, approx. 300 cm² of the material should be cut to break in the blade.
With large workpiece dimensions, we recommend breaking in over a period of about 15 min.
After breaking in, slowly increase the cutting speed (m/min) to the determined value and then gradually increase the feed rate (mm/min) to the value that you determined before.
The cutting data slide rule that WIKUS has developed for bimetal and carbide band saw blades can be of practical assistance. Or use ParaMaster® 3.0, the online cutting data program from WIKUS that featured a wide variety of different functions.